Станки по производству пеноблоков: технология производства, набор оборудования. универсальные станки и формы
Содержание:
Пеногенератор для пенобетона своими руками
Приобретение этого модуля является самой затратной частью
производства.
Назначение – преобразовывать пенообразователь в пену, перед
подачей его в раствор.
Конструкция пеногенератора состоит из трех узлов:
- подающий модуль. В него заливается раствор пенообразователя.
Эту функцию может выполнять любая емкость; - преобразующий модуль. Квинтэссенция установки – преобразование
пены; - дозирующий модуль. Обеспечивает возможность подачи пены в
раствор заданной плотности (определяется маркой пеноблока).
Схема пеногератора для производства пенобетона
Схема устройства пеногератора для изготовления пенобетона
Для изготовления пеногенератора понадобится: металлическая
труба (2 заготовки), насос, шланги, вентили. А также сварочный аппарат. Более
подробно комплектующие указаны в спецификации, которая сопровождает чертеж
пеногератора.
Сборка пеногератора для пенобетона (схема-чертеж)
Чертеж пеногератора для пенобетона
1. Изготовление пеногенератора
Специфика заводской трубки пеногенератора в том, что вначале
она имеет узкий канал, который затем расширяется. Такой прием позволяет
увеличить скорость прохождения эмульсии по трубке. Тогда на выходе у нее будет
максимально возможная скорость.
Изготовление камеры смешивания
К одной из заготовленных труб приварить два патрубка. Причем
один из них (по которому будет подаваться воздух) целесообразно разместить с
торца. А второй, предназначенный для подачи пенообразующей эмульсии приварить
сбоку (под углом в 90°).
Оба входные патрубка (торцевой и боковой) снабжаются двумя
вентилями:
запорный (позволяющий перекрыть подачу пенообразователя);
регулировочный (позволяющий отрегулировать параметры подачи,
изменить напор, давление, количество и т.п.).
На практике, после того как отрегулированы параметры подачи
смеси, регулировочными вентилями не пользуются.
Примечание. Диаметр бокового патрубка должен быть на 15-20%
больше диаметра торцевого патрубка.
Изготовление пенопатрона
Ко второй заготовке трубы приваривается патрубок. Он
предназначен для выхода готовой смеси. Выходной патрубок целесообразно
оборудовать приспособлением в виде воронки для снижения скорости выхода смеси.
В заготовку помещается фильтр. Назначение которого, преобразование эмульсии в
пену. Можно приобрести готовый фильтр.
Но его функцию с не меньшим успехом могут выполнять
металлические сеточки (ёршики) для чистки посуды.
При этом, спиральные не подходят, только проволочные. Эти
сеточки нужно утрамбовать как можно плотнее по всей длине трубы пенопатрона.
Чтобы частички сетки не вылетали вместе со смесью, на выход трубы
устанавливается «Ерш», внутри которого установлена сетчатая шайба.
Соединение камеры смешивания и пенопатрона
Дальше нужно соединить камеру смешивания и пенопатрон.
Естественно, сделать это нужно так, чтобы приваренные патрубки были размещены с
противоположных торцов. Чтобы обеспечить увеличение скорости прохождения
пенобетонной смеси по трубке, нужно между ними установить сопло Лаваля или
шайбу-жиклер. Замена сопла на жиклер снизит КПД конструкции на 30-40%, за счет
снижения скорости прохождения смеси через нее. Однако она дешевле, проще в установке
и может быть использована как временный вариант. Место установки сопла или жиклера
показано на схеме.
Схема пеногератора для пенобетона с использованием шайбы-жиклера
Соотношение размеров пеногенератора для пенобетона (глубина и входной диаметр)
Соотношение размеров пеногенератора для пенобетона
2. Подключение компрессора к торцевому патрубку камеры смешивания
Для работы пригоден любой компрессор, который обеспечит
давление в 6 атм. Использование компрессора с ресивером, редукционным клапаном
и манометром позволит регулировать давление.
Материал подготовлен для сайта www.moydomik.net
3. Подключение емкости для пенообразователя к боковому
патрубку камеры смешивания
Емкость устанавливается на пол, к ней крепится шланг,
посредством которого пенообразующая эмульсия (пенообразователь плюс вода) будет
подаваться в смеситель посредством движения через боковой патрубок. Установка
небольшого насоса (обычного бытового «ручейка») позволит организовать более
эффективную подачу пенообразователя в пеногенератор. Однако, в целях экономии,
подача может быть организована и самотеком.
Изготовленный таким нехитрым образом пенообразователь для
пенобетона обойдется намного дешевле, нежели покупной. А полученная пена ничем
не будет уступать пене, полученной из заводского генератора.
Формы для производства пеноблоков
Когда вы производите пеноблок машиной, он имеет жидкое состояние, Вы можете налить его в специальные пластиковые формы и оставить там в течение 10-16 часов (в зависимости от качества воды и цемента).
После разборки и упаковки пеноблоков на поддоны материал готов к транспортировке
Очень важно использовать надежные пресс-формы с точно соблюденными параметрами. Из-за многочисленных циклов и большой нагрузки плохие формы быстро разрываются
Если формы неточны, то изготовленные блоки будут иметь разные размеры, и с ними будет сложно построить здание.
Многие фирмы производят высокоточные пресс-формы и оборудование. Также можно использовать толстые и качественные металлические листы. Хорошие пресс-формы могут применяться в течение 5 и более лет.

Форма для пеноблоков
Формы могут производиться с различными размерами пеноблоков:
- 500х300х100 мм;
- 500х300х200 мм;
- 600х300х100 мм;
- 600х300х100 мм;
- 400х200х200 мм;
Также можно изготовить пресс- формы из фанеры для любых других уникальных размеров блоков. Металлические формы являются самым прочным вариантом и самым дорогостоящим оборудованием в своем классе. Также в домашнем обиходе можно применить деревянную опалубку.
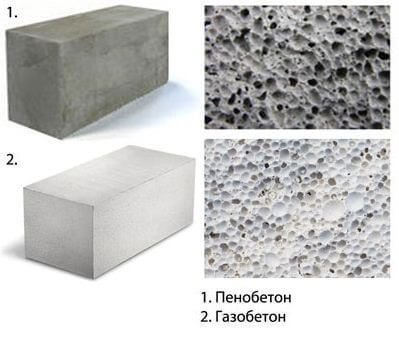
Отличие пеноблоков от газоблоков
Чаще всего пеноблок сравнивают с его ближайшим аналогом из категории ячеистых бетонов — газоблоком. Ключевым отличием является способ генерации пузырьков: у газобетона они формируются за счет выделения водорода от реакции между добавленными в раствор гидроксидом кальция и суспензией алюминиевой пудры. Как следствие, газобетон приобретает светлый, почти белый цвет силикатного кирпича, а пенобетон остается серым.
 Кроме того, поклонники разных материалов часто устраивают споры о том, что лучше всего использовать в строительстве — кирпич, пенобетон или древесину. Характеристики пеноблоков показывают, что они явно не находятся в списке аутсайдеров:
Кроме того, поклонники разных материалов часто устраивают споры о том, что лучше всего использовать в строительстве — кирпич, пенобетон или древесину. Характеристики пеноблоков показывают, что они явно не находятся в списке аутсайдеров:
- Материал обычно имеет плотность 600–800 кг/м³, что сравнимо с показателями древесины. Газобетон имеет такую же плотность, а кирпич в три раза тяжелее.
- Пенобетон удерживает тепло в 3,5–4 раза лучше силикатного кирпича и лишь на 20% хуже дерева. Стены из него экономят расходы на отопление в пределах 25–35%.
- Поглощение воды пеноблоком не превышает 8–12% от его веса. У обычного кирпича этот показатель достигает 14–16%, а у пенобетона — 25%.
- Пенобетон, как и керамический кирпич, легко выдерживает температуру до 500°С, которая является критической для дерева.
- Материал считается не менее экологически чистым, чем древесина. Его естественный радиационный фон в пять раз меньше того же показателя для кирпича.
- Пеноблоки доступны для клиентов с ограниченным бюджетом. Кубометр пенобетона продается за 3000 рублей, кирпича — за 6000 рублей, доски — за 4500 рублей.
Что делать с формами?
Формы для пеноблоков можно сделать самостоятельно, но это очень непросто
Очень важно следить за точностью всех параметров, чтобы полученный материал имел идеальные габариты. Поэтому для домашнего бизнеса лучше всего подыскать б/у формы
Их стоимость будет зависеть от емкости и материала, из которого они изготовлены. На рынке стройматериалов и оборудования можно встретить примерно такие цены:
- формы из стали (36 штук), где размер ячейки составляет 600х300х200 мм – 32 тыс. руб.;
- формы из стали (22 штуки), где размер ячейки составляет 600х300х200 мм – 10 тыс. руб.;
- формы из фанеры (22 штуки), где размер ячейки составляет 588х300х188 мм – 6 тыс. руб.;
- одна форма из пластика размером 390х190х288 мм – 250 руб.
Формы для пеноблоков
Выполнение работ
От типа выбранного вами оборудования и соблюдения технологического процесса будут зависеть качество материала, себестоимость, производственные объемы и т. п.
Производственный процесс выглядит следующим образом:
Изготовление смеси
Сегодня пользуются популярностью следующие технологии:
- Баротехнология. Наиболее дешевый вариант, не требующий покупки дорогостоящего оснащения, используется на небольших предприятиях. В смеситель закладывают нужные компоненты, подают воздух и все перемешивают. Приготовленный раствор подается в формы, в которых смесь увеличивает свои объемы, достигая нужных размеров. Расходы на единицу материалы небольшие, что сказывается на его окончательной стоимости. Процесс простой, больших вложений не требует. Но при этом имеются и отрицательные моменты. Пеноблоки получаются низкого качества, крупнопористые, что оказывает влияние на несущие способности объекта. Применяемые пенообразователи синтетического происхождения и добавки-пластификаторы оказывают негативное влияние на экологическую сторону блоков.
- Использование парогенератора. В этом случае появляется возможность смешивать все компоненты в правильных соотношениях, улучшая качество и прочность готовых блоков. Смысл технологического процесса в следующем – дозаторы сначала смешивают песок и цемент, потом вводят воду и химические составы. После этого масса перемешивается, вводится пена в готовом виде. Чтобы достичь нужной плотности, пена подается в оптимальном количестве. После этого бетонная масса поступает в формы. Все процессы отрегулированы, что позволяет вывести производственный процесс на иной уровень. Материал получается экологически чистым, отменного качества. Но имеются и свои отрицательные моменты. Оснащение для производственного процесса стоит дорого, и блоки, естественно, отличаются в цене.
Формовка
Чтобы знать, как сделать пенобетон в домашних условиях, следует понимать разницу между литьевым и резательным способами формовки.
Первый метод основан на заливке бетонной массы в формы. Стоимость формовочных кассет не слишком высокая, процесс не вызывает сложностей. Но геометрические размеры готовых изделий могут отличаться. Если есть необходимость производить блоки разных размеров, придется покупать различные кассеты, что увеличит расходы на производство. В процессе извлечения блоков могут произойти частичные повреждения кромок, да и прочность изделий оставляет желать лучшего.

Резательный процесс состоит из двух основных этапов. Сначала бетонный раствор выливается в большие формы, после застывания выполняется распалубка. Теперь можно выполнять разрезку большого куска на необходимые размеры, для чего применяются специальные установки с различными режущими струнами, лентами и пилами. Готовые блоки получаются одинаковыми по размерам, не имеют скольных участков. Минус один – резка представляет собой сложный процесс, требующий большого опыта и внимания.
Сушка
Исходя из вариантов формовки, различаются и технологические процессы сушки готового материала.
В случае с литьевым вариантом сушка проходит двумя методами:
- изделия выдерживаются в формах не менее десяти часов, чтобы могли набраться прочности. После этого выполняется распалубка;
- блоки подвергаются термической обработке в пропарочных камерах, что придает им прочность уже через несколько часов.

Сколько можно заработать на изготовлении газобетонных блоков
Какую же прибыль может принести производство газобетона? Приведем краткие экономические показатели.
Себестоимость 1 куб. метра газобетона составит около 1500 руб. Она складывается из затрат на цемент (250 кг – 1000 руб.), песок (300 кг. – 180 руб.), алюминиевую пудру и химические добавки (150 руб.), оплату труда и накладные расходы (150 руб.) В России газобетон продается минимум за 2500 руб. за 1 кубометр. Соответственно, ваша минимальная прибыль составит 1000 руб. и более. Плюсом данного бизнеса ещё является, то что он не требует крупных оборотных средств, так как от времени закупки сырья до продажи готовой продукции может пройти не более 2-3 дней.
Сколько денег надо вложить на старте бизнеса
Расходы на создание производства по выпуску газобетона составят 30 000-85 000 рублей в зависимости от мощности вырабатываемого бетона, (мощность 12 – 50 куб. м. за смену). Стоимость форм для производства блоков 30 000-40 000 рублей (в 1 форму заливается 1 куб. метр смеси).
- Итого: 60 000-125 000 рублей.
- Потребуются также расходные материалы (на 1 куб. м.)
- Порошок алюминиевый, 500 гр. 105 руб. за 1 кг.
- Песок 300-350 руб. за 1 куб. метр (1,3 т).
- Цемент 100 кг. 380 руб.
Затраты на производство газобетонных блоков незначительные: 520 руб. на 1 куб. м. Рентабельность выпуска газобетона во всех регионах высокая.
Какой ОКВЭД указать при регистрации бизнеса по производству газобетона
ОКВЭД 26.61 – производство изделий из бетона для использования в строительстве; ОКВЭД 23.69 – производство прочих изделий из гипса, бетона или цемента. Если планируется оптовая торговля газобетоном, то необходимо указать ОКВЭД 46.73.6 – оптовая торговля прочими строительными материалами и изделиями.
Какие документы нужны для открытия
Необходимо зарегистрировать субъект ведения бизнеса: чаще всего – это индивидуальный предприниматель. Если же планируется реализация материалов через крупные компании, тогда рекомендуется зарегистрировать общество с ограниченной ответственностью. Приготовленные документы подают в органы государственной власти или же в многофункциональные центры государственных услуг (МФЦ). Необходимо также зарегистрироваться в Пенсионном фонде, фонде социального и медицинского страхования. Для расчетов с юридическими лицами надо открыть счет в банке.
Система налогообложения
Для ведения данного бизнеса лучше выбрать упрощенную систему налогообложения, УСН — «Доходы минус расходы», так как при производстве блоков имеется постоянный расход на сырье. Единственное требование в данной системе налогообложения — подтверждение расходов. Налог будет составлять от 5% до 15%.
Разрешения для открытия
Чтобы открыть производство газобетона лицензия на ведение деятельности не требуется. Но необходимо получить разрешение от Роспотребнадзора. Для этого необходимо предоставить следующие документы:
- учредительные и регистрационные документы;
- договор аренды помещения;
- копии документов на оборудование.
Кроме того, надо получить разрешения у пожарной охраны, санитарно — эпидемиологической службы, экологов. Договор аренды помещения необходимо оформлять на длительный срок.
Основные недостатки материала
Получаемый за счет использования такой установки материал не обладает высоким качеством. Это связано с тем, что не удается с высокой долей точности определить необходимое соотношение, в котором должны добавляться компоненты для производства пенобетона. Также на многое будет влиять и время перемешивания. В связи с этим увеличивается вероятность возникновения брака, так как из-за ошибки в качестве и количестве пенообразователя может быть испорчен весь замес.
Кроме того, из-за неоднородности перемешивания конечный материал может быть получен с достаточно крупными порами, что ведет к его расслоению. Таким образом, производители столкнутся с большим количеством трудностей во время сбыта пеноблоков, сделанных из подобного материала.
Немалое влияние может оказать и не слишком высокая надежность подобного оборудования. Из-за того что присутствует высокая скорость вращения, узлы уплотнения могут быть разбиты. А это, в свою очередь, ведет к возникновению достаточно частых перерывов во всей работе. И следует учесть, что производители, которые пытаются продать оборудование, говорят о необходимости приобретения компрессора, а также дорогого и капризного героторного насоса.
Бизнес план
Изготовление пеноблоков как бизнес — рентабельное и достаточно доходное занятие, так как спрос на этот материал постоянно растет. Однако необходимо все-таки провести анализ спроса и конкурентности в конкретной местности, чтобы определить количество потенциальных покупателей и объемы производства существующих предприятий.
Если планируется открыть мини завод по изготовлению блоков, то необходимо приобрести специальное оборудование, арендовать помещение и создать бизнес план.
Площадь помещения зависит от планируемого объема производства. Например, для изготовления 30 м3 материала в сутки необходима площадь 300 м2.
Оборудование для производства пеноблоков (минимальный комплект, стоимость):
- бетоносмеситель (138 000 — 140 000 рублей);
- пеногенератор (23 000 — 27 000 рублей);
- компрессор (примерно 37 000 рублей);
- 20 форм (6 000 — 7 000 рублей).
Это значит, что вся линия по производству пенобетонных блоков будет стоить от 200 000 рублей.
Если твердение бетона производить в автоклаве, цена оборудования значительно увеличится
Если приобретается готовый станок (установка) для производства, важно правильно выбрать поставщика этого оборудования. Он должен помочь с установкой и предоставлять гарантийное обслуживание.Видео:
Рентабельность (расходы / доходы)
Кроме оборудования, понадобится определенное количество персонала, а так же затраты на общие расходы (аренду, электроэнергию, воду).
Если производить 30 м3 пенобетонных блоков в день, понадобится:
- 9300-9600 кг цемента;
- 6300-6600 кг песка;
- 3000-3300 л воды для цементного раствора и 165-180 л воды для пенообразователя;
- концентрат пенообразователя 45 л.
В денежном измерении это составит примерно 60 000 рублей плюс 500 рублей на электроэнергию.
В себестоимость пеноблока входят так же расходы на заработную плату и аренду. Это значит, что изготовление 30 м3 будет стоить примерно 66 000 рублей.
Продать 30 м3 блоков из пенобетона можно за 90 000 рублей и заработать на этом примерно 24 000 рублей.
Если ежедневно производить по 10 м3 и реализовывать продукцию, то ежемесячно можно зарабатывать от 200 000 рублей. В таком случае, первоначальные расходы окупятся за 1-2 месяца.
Полезные мелочи
Как известно, в любом деле мелочей не бывает, но, тем не менее, следует обратить внимание еще на ряд существенных моментов. Оборудование для производства пенобетона очень чувствительно к качеству цемента и песка
Поэтому обеспечение производства проверенным в работе портландцементом марки 500, и обогащенным кварцевым песком — необходимое условие и залог качества
Оборудование для производства пенобетона очень чувствительно к качеству цемента и песка. Поэтому обеспечение производства проверенным в работе портландцементом марки 500, и обогащенным кварцевым песком — необходимое условие и залог качества.

Кварцевый песок, обогащенный даже по примитивной технологии, значительно повышает качество товарного блока уже на предварительном этапе набора крепости
Не менее важным условием является применение качественных присадок. В частности, для обеспечения морозостойкости готового блока необходимо применение модификатора БИО-НМ на основе пластификатора бетона С-3. Дополнительное воздухововлечение в массив смеси можно осуществить путем введения в затворную смесь аэрирующих добавок БИО-Люкс, Сипласт, ПВД-3.
Своими силами
Если у вас имеется достаточно оборудования и навыков, то установка для пенобетона своими руками — вполне жизнеспособный вариант. Подробнее об основных принципах изготовления и технических тонкостях процесса можно, посмотреть на видео в этой статье. Оно же может служить и как своеобразная инструкция.

Образцы самодельного изготовления повторяют основные конструкционные схемы промышленного типа
Отдельно хочется сказать, что самодельная установка сможет серьезно снизить такой существенный показатель, как цена изделия. Установка для производства пенобетона своими руками требует, в массе своей, проведения раскроечных работ по металлу, сварочных работ, токарных и фрезерных операций, механосборочных работ по монтажу готового изделия, его пуску и наладке.

Реализация надежного подшипникового узла — сложная задача для конструктора-самодельщика
Особое внимание следует уделить такому важному узлу, как бароустановка для производства пенобетона своими руками. Подшипниковый узел должен быть рассчитан на работу в условиях иррационального распределения радиальной нагрузки при повышенных оборотах емкости смесителя, и в условиях повышенного давления в его полости

Пример реализации сверхбюджетного, но, тем не менее, работоспособного решения
Отечественные производители
В условиях высокого курса основных валют, внимание потребителя фокусируется на продукции отечественного производства. Наиболее распространенными считаются:
Наиболее распространенными считаются:
- установка для производства пенобетона бас 130;
- в южных регионах распространение получила установка «стром пенобетон 250»;
- популярность набирает так же установка для производства пенобетона «пбс 2 06».
Оборудование для производства в домашних условиях
Чтобы производить пенобетонные блоки своими руками, необходимо иметь минимальный набор агрегатов. Отметим, что пользоваться простыми бетономешалками будет неэффективно, так как с их помощью не получится изготовить пенобетонное сырье нужного качества.
Вам понадобятся:
- пенообразователь;
- компрессорная установка;
- смеситель;
- насосная установка для пенобетона;
- формы.
Если вы задумали изготавливать блоки круглый год, то придется дополнительно приобрести пропариватель. Имея все нужные механизмы, можно собрать установку самостоятельно, но значительной экономии от этого вы не получите. Да и некоторые узлы могут плохо состыковаться, что также сыграет свою роль на окончательном качестве.
Зная, как сделать пеноблок в домашних условиях, лучше для этого купить необходимое оборудование в комплекте. Обойдется это от ста до двухсот пятидесяти тысяч рублей, зато за одну смену вы сможете выпускать от десяти до двадцати пяти кубометров материала.
Выбирая установку для изготовления пенобетона, рекомендуется обратить внимание на показатели мощности и параметры электрического привода. Учитывается также расстояние подачи готовой бетонной массы
В моменты перерывов в процессе оборудование следует промывать, так что на эту несложную, но важную операцию следует тоже обратить внимание. Узнав, как делают пеноблоки своими руками, необходимое оборудование можно взять во временное пользование, что особенно выгодно в частном строительстве
Узнав, как делают пеноблоки своими руками, необходимое оборудование можно взять во временное пользование, что особенно выгодно в частном строительстве.
Выбор способа разливки

Схема устройства смесителя.
При способе производства пенобетона литьем смесь заливается в форму из металла, сушится в форме. После того как прочность блока достигает необходимого значения, готовые изделия вынимают и складывают на поддон. Высота кассеты составляет 60 сантиметров.
Достоинство этого способа изготовления блоков -заключается в том, что нет необходимости покупать дорогостоящее оборудования для резки блоков.
К недостаткам этого способа можно отнести:
- отклонение в геометрических размерах из-за применения тонкого листового металла;
- появление горбушек на торце блока по той же причине;
- увеличение затрат на изготовление дополнительных переборок в формах;
- повреждение углов и поверхностей блоков при извлечении их из форм.
Резательный способ изготовления блоков состоит из двух этапов: заливка пенобетонной смеси в форму большого размера и последующая резка большого массива на блоки необходимого размера.
К преимуществам резательного способа можно отнести:
- правильные геометрические размеры всех блоков;
- поверхности и углы блоков получаются без сколов и неровностей;
- сокращение расходов на отделку стен;
- выпуск блоков необходимых размеров;
- отсутствие горбуш.
Недостатком этого способа является необходимость правильного определения момента резки массива на части.
Основные крепежные детали, используемые для крепежа к пеноблокам:
- сантехники – дюбель;
- металлического профиля и гипсокартона – дюбель-гвоздь.
Для других целей крепежа также применяют:
- анкер;
- химический анкер;
- саморез;
- метрический шуруп;
- винт М4.
Линия по производству пеноблоков: какое оборудование необходимо для оснащения большего предприятия?
Если планируется организации более масштабного предприятия по производству пеноблоков, то применять баротехнологию не актуально. Для таких производств целесообразно использовать метод с применением пеногенератора.
В таком случае оборудование для производства пеноблоков будет более дорогостоящим, к тому же, потребуется купить немало устройств. Но именно изготовление стройматериалов таким способом может гарантировать высокое качество продукции
А это очень важно для успешной работы на рынке!
Для оснащения производства понадобится следующее оборудование:
Подсчитав общую стоимость оборудования для организации масштабного предприятия, получаем сумму в почти 750 тыс. руб.
Укомплектованная линия по производству пеноблоков будет иметь следующий вид:
Делаем правильный и грамотный выбор

На чем, а главное, как происходит создание пеноблоков? Производство пенобетона обычно протекает посредством использования оборудования двумя методами: с помощью пеногенератора (устройство, необходимое для получения пены) и, соответственно, без него.
Станок для производства пенобетона без использования пеногенератора работает по следующему принципу. В специальный вертикальный смеситель вводится цемент, песок, вода, пенообразователь, добавка ускорения. После всего этого происходит процедура активного «взбивания». Само устройство при этом достигает оборотов, равных 1500 (за одну минуту). Однако подобная простота обладает и недостатками.
Мини-заводы для создания пеноблоков

На небольших производствах в целях оптимизации часто используют небольшие линии изготовления, в которых компактно концентрируются функциональные площадки. Концепция мини-завода для пеноблока строится на тех же принципах. Оператору не нужно искусственно заполнять бреши между технологическими этапами – от начала до конца производство контролируется автоматикой. Начинается линия с бункера, в котором размешивается смесь для пенобетона. Оператор вносит в нее все необходимые компоненты с добавками и устанавливает программу приготовления строительной смеси. Далее раствор подается в емкость, которая сформирует прямоугольный монолит.
Типовой мини-завод по производству пеноблоков работает по методу нарезки блоков, так как изначально ориентируется на получение элементов с точными геометрическими размерами. После естественного или печного застывания монолит отправляется на этап автоматической резки, откуда уже в виде готовых блоков переправляется на пункт приема.
Вывод
Только по статьям, какие бы подробные они не были, оборудование для производства пеноблоков собрать своими руками крайне непросто. Это только как дополнение, для уточнения и общей информации. Нужны качественные чертежи. И надо иметь общее понимание принципов работы подобных механизмов, опыт, практику.
Ну и в конце видео о полноценном станке для производства пеноблоков, собранном своими руками. Что-то полезное получить можно.
Небольшое дополнение. Хоть статья и называется про оборудование для производства пеноблоков, фактически она про производство пенобетона. О том, как из готового пенобетона сделать хорошие пеноблоки скоро будет отдельная статья.
